
- 1160
- 产品价格:面议
- 发货地址:江苏苏州 包装说明:不限
- 产品数量:11.00 台产品规格:不限
- 信息编号:240945739公司编号:23090707
- 马鹤 产品经理 微信 18550865882
- 进入店铺 在线咨询 QQ咨询 在线询价
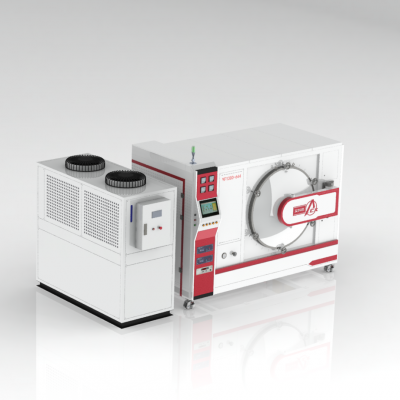
精密不锈钢零部件的真空钎焊 生产真空钎焊炉提供实验平台
- 相关产品:

1. 炉体
1.1炉体、炉盖的壳体均由双层筒体、双层椭圆形封头及法兰用气密性焊缝焊成。壳体内外壁均采用不锈钢;双层间为水道,内通冷却水。
1.2炉门与炉体法兰采用锁紧圈承压结构,之间为双向密封结构,用锁紧圈锁紧,保证了真空炉在负压和高压气冷时的密封,由两个气缸自动锁紧炉门,能使回充气体压力达到2bar。当气缸活塞杆伸出到极限位置时,炉门处于开启状态,当气缸活塞杆退回可将炉门锁紧。炉门开启受电气联锁,确保安全操作。
2. 加热室
2.1加热室为全金属结构,由隔热屏、加热元件和料台组成。
2.2.1隔热屏由两层高温钼屏、三层不锈钢屏及一层不锈钢护板组成圆筒形结构,保温性能好,热损失小,炉温均匀性好。
2.2.2加热元件采用钼带加热,三相星形联接,均匀布置成圆筒形,加热均匀,热损失小。加热元件可拆卸,维修方便。加热元件通过三个水冷电极与外部接线联接至调压器。
2.2.3料台由钼支柱、钼炉床组成。
3. 风冷系统
由不锈钢导风筒及21个钼喷嘴组成。热交换器和风机位于真空炉主体的后部。
处于密封状态下的风机驱动电机功率为5.5KW,转速为2970r/min。
风机前方装有热交换器,风机出口设有导风装置。
冷却气体通过导风装置进入导风筒,通过喷嘴对工件进行喷射冷却,然后由加热室后端流出,再返回热交换器进行循环,完成快速的强迫冷却,钼喷嘴可以更换。
气冷压力≤2bar,(在500mbar~2bar之间连续可调)
4.真空系统
机组主泵为两台JTFB-1600型分子泵,两台前级泵为BSV-60型旋片泵。分别配有2个GDQ-250型高真空挡板阀、2个GDQ-50型真空挡板阀及DN25机组放气阀组成。所有阀由电-气动实施控制.如果突然停电,所有阀立即自动关闭,以确保真空炉内的环境.
5.电控系统
5.1电控系统由调压器、微处理机、触摸屏系统组成的温度程序控制、压力控制仪和可编程序控制器(PLC)组成的机械动作程序控制三部分组成,可实现自动化程序控制及手动控制。
5.5.1温度控制
温控器:AI系列数字智能程序单回路调节器,精度为0.1级,可设定多条曲线,每条曲线15段。在高品质的热处理工艺中,可准确进入保温段的工作时间。
5.5.2测温热电偶装有两支N分度热电偶,一支用于控温,另一支用于监控。
5.5.3压力控制仪是由炉体上的压力传感器反馈到控制器上,触摸屏上显示出炉体的压力,从而可在触摸屏上输入想要淬火的压力。
5.5.4可编程序控制器为S7200,对机械动作进行控制,可实现抽真空、真空阀开闭、加热、气冷的压强等动作的全自动控制。
5.5.6控制柜上设有触摸屏,可直观的显示真空炉的工作状态。真空炉有故障的自诊断功能,有水压、**温、过流等声光报警及连锁保护。
6.充气系统(氮气或氩气):由集气管道、快充系统、慢充系统(补气)等组成。
6.1集气管道由高压软管和手动开关组成,与气瓶连接,可直接向真空炉或储气罐供气。
6.2快充系统由大通径气动充气阀完成对真空炉和气冷电机的快速充气。快速冷却时,先充气至0.5bar后起动气冷风机,当风机正常运转后再充至设定压力。在炉体温度的下降气体的收缩,淬火压力减小,可用慢充系统给炉体补气。(由压力控制仪自动控制)
7. 水冷系统:真空炉炉体、炉门、真空机组、水冷电极需要冷却水。该系统由冷水机主供水管分配到各冷却部位,最后流回到冷水机。
8. 气动系统:由气动三联件(除水器、压力表、油雾器)、电磁换向阀及管道等组成。可对气动执行元件(如气缸、充气阀、真空阀门等)提供洁净的压缩空气。
联系手机是18550865882, 主要经营真空炉、一体式真空炉、真空钎焊炉、小型真空炉。
单位注册资金单位注册资金人民币 500 - 1000 万元。
- 产品分类
{kind=link}